主页(http://www.cnwulian.net):智能工厂规划的“十八般武艺”
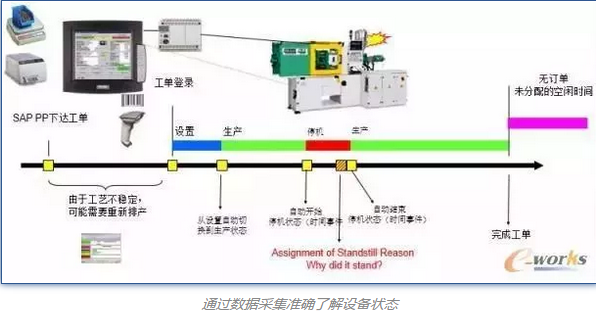
企业需要根据采集的频率要求来确定采集方式,对于需要高频率采集的数据,应当从设备控制系统中自动采集。企业在进行智能工厂规划时,要预先考虑好数据采集的接口规范,以及SCADA(监控和数据采集)系统的应用。不少厂商开发了数据采集终端,可以外接在机床上,解决老设备数据采集的问题,企业可以进行选型应用。
企业在进行新工厂规划时,需要充分考虑各种安全隐患,包括机电设备的安全,员工的安全防护,设立安全报警装置等安防设施和消防设备。同时,随着企业应用越来越多的智能装备和控制系统,并实现设备联网,建立整个工厂的智能工厂系统,随之而来的安全隐患和风险也会迅速提高,现在已出现了专门攻击工业自动化系统的病毒。因此,企业在做智能工厂规划时,也必须将工业安全作为一个专门的领域进行规划。
质量控制在信息系统中需嵌入生产主流程,如检验、试验在生产订单中作为工序或工步来处理;质量审理以检验表单为依据启动流程开展活动;质量控制的流程、表单、数据与生产订单相互关联、穿透;按结构化数据存储质量记录,为产品单机档案提供基本的质量数据,为质量追溯提供依据;构建质量管理的基本工作路线:质量控制设置-检测-记录-评判-分析-持续改进;质量控制点需根据生产工艺特点科学设置,质量控制点太多影响效率,太少使质量风险放大;检验作为质量控制的活动之一,可分为自检、互检、专检,也可分为过程检验和终检;质量管理还应关注质量损失,以便从成本的角度促进质量的持续改进。对于采集的质量数据,可以利用SPC系统进行分析。制造企业应当提升对QIS(质量管理信息系统)的重视程度。

在智能工厂规划中,还应当重视整体人员绩效的提升。设备管理有OEE,人员管理同样有整体绩效-OLE(整体劳动效能)。通过对整体劳动效能指标的分析,可以清楚了解劳动力绩效,找出人员绩效改进的方向和办法,而分析劳动力绩效的基础是及时、完整、真实的数据。通过考勤机、排班管理软件、MES系统等实时收集的考勤、工时和车间生产的基础数据,用数据分析的手段,可以衡量人工与资源(如库存或机器)在可用性、绩效和质量方面的相互关系。让决策层对工厂的劳动生产率和人工安排具备实时的可视性,通过及时准确地考勤数据分析评估出劳动力成本和服务水平,从而实现整个工厂真正的人力资本最优化和整体劳动效能的提高。

未来的工厂中,金属增材制造设备将与切削加工(减材)、成型加工(等材)等设备组合起来,极大地提高材料利用率。除了六轴的工业机器人之外,还应该考虑SCARA机器人和并联机器人的应用,而协作机器人则将会出现在生产线上,配合工人提高作业效率。
1.制造工艺的分析与优化
提高质量是工厂管理永恒的主题,在智能工厂规划时,生产质量管理更是核心的业务流程。质量保证体系和质量控制活动必须在生产管理信息系统建设时统一规划、同步实施,贯彻质量是设计、生产出来,而非检验出来的理念。
MES(制造执行系统)是智能工厂规划落地的着力点,MES是面向车间执行层的生产信息化管理系统,上接ERP系统,下接现场的PLC程控器、数据采集器、条形码、检测仪器等设备。MES旨在加强MRP计划的执行功能,贯彻落实生产策划,执行生产调度,实时反馈生产进展;
施耐德电气的Ecostructure平台提供了企业能效管理的整体解决方案;三菱电机则提出了能源JIT理念,福山制作所对空调系统、空压机、锅炉等耗能设备进行重点监控,对于非生产时间的能耗进行追溯,对生产线每个工位的能耗进行检测,将节能的责任分配到班组,从而节约能源。
面向班组:发挥基层班组长的管理效能,班组任务管理和派工;
面向生产一线工人:指令做什么、怎么做、满足什么标准,什么时候开工,什么时候完工,使用什么工具等等;记录“人、机、料、法、环、测”等生产数据,建立可用于产品追溯的数据链;反馈进展、反馈问题、申请支援、拉动配合等;
13.工业安全
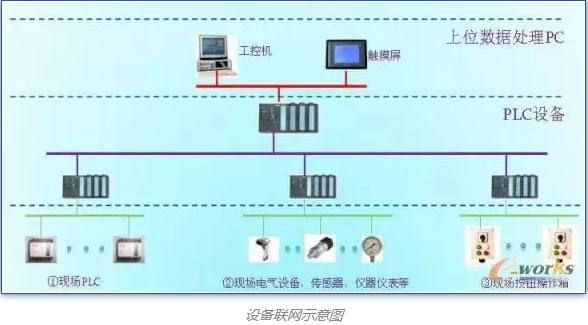
实现智能工厂乃至工业4.0,推进工业互联网建设,实现MES应用,最重要的基础就是要实现M2M,也就是设备与设备之间的互联,建立工厂网络。那么,设备与设备之间如何互联?采用怎样的通信方式(有线、无线)、通信协议和接口方式?采集的数据如何处理?这些问题企业应当建立统一的标准。
人工智能技术正在被不断地被应用到图像识别、语音识别、智能机器人、故障诊断与预测性维护、质量监控等各个领域,覆盖从研发创新、生产管理、质量控制、故障诊断等多个方面。在智能工厂建设过程中,应当充分应用人工智能技术。
